Configuring mmu_macro_vars.cfg
- save_variables
- _MMU_SOFTWARE_VARS
- _MMU_STATE_VARS
- _MMU_LED_VARS
- _MMU_SEQUENCE_VARS
- _MMU_CUT_TIP_VARS
- _MMU_FORM_TIP_VARS
- _MMU_CLIENT_VARS
- Time Saving Tip
This is where you'll likely spend most of your time tuning the MMU. The bulk of what the MMU does is controlled here. So, grab a cup of coffee, get ready, and let's dive in!


 save_variables
save_variablesfilename: /home/pi/printer_data/config/mmu/mmu_vars.cfg
This is where Happy Hare saves all the variables and status information (remember, it's a state machine) for the operation of the MMU. You'll likely keep the default unless you have a super modified klipper install, in which case you probably have that all figured out anyway.
This section controls the behavior of the start up and finalization of a print through Happy Hare. In the Slicer Setup page, the operation and setup of the proper macro calls are explained in great detail. Since setting up the slicer is outside the scope of this document, be sure to read up there and get a good understanding of things before you edit this section.
variable_user_pre_initialize_extension This is called by _MMU_START_SETUP assuming you use the recommended Happy Hare start macros. You can use this extension to do a conditional home, set the printer LED status, or to put the printer into a certain state at the initiation of the print.
variable_home_mmu tells Happy Hare if you want to include a homing move at the beginning of your print. Most likely True unless you call a homing move in your START_PRINT macro, in which case, set it to False to avoid unnecessary homing moves.
variable_check_gates when set to True tells Happy Hare to check each gate used in the print for filament. This is helpful to make sure everything is ready. If you're certain you can print and you've loaded everything correctly, you can save a few seconds at the beginning of the print by turning it off. However, it's not a huge time savings and probably better to just leave on. Plus, it's pretty cool to watch. Usually True.
variable_load_initial_tool set to True will automatically load the first tool in the print before the print starts. If your Slicer doesn't explicitly call the first tool, it will error if set to False because the tool isn't loaded. If the first tool is already loaded, then it just happily skips the load sequence. So, there's no drawback to leaving it on. Usually True.
variable_automap_strategy This is an advanced feature to automatically set up tool to gate map when starting print. It is complex and fully explained in Tool and Gate Maps. Leave it at "none" until you are an expert user :-)
variable_eject_tool tells Happy Hare whether or not to eject the filament back to the buffer at the end of the print. If set to False the filament will remain loaded. This one is up to your preference. Usually True.
variable_reset_ttg tells Happy Hare whether to reset the tool to gate map at the end of the print. Typically, the tool to gate map is not changed unless you switch filament colors or change the endless spool settings. Leaving this one False will save you from having to redo the tool to gate map on every print. See Gate Map for explaination on how to map the gates. Usually False.
variable_dump_stats Tells Happy hare to display a popup on KlipperScreen and output in the console of the stats at the end of the print. It will look something like this:

That last part, Record: 56 is good for bragging rights on Discord. Beware though, at the time of this writing, people are saying 1100+ swaps without issue! Amazing!
For more detailed info Statistics and Consumption Counters.
This section allows you to extend the functionality of Happy Hare with custom commands made after an action is performed, the state of the MMU has changed, or the gate map has changed. A good explaination of what all this means can be found on the Macro Customization page.
variable_user_action_changed_extension runs a command or macro after Happy Hare executes an action.
variable_user_print_state_changed_extension runs a command or macro after Happy Hare changes the MMU state.
variable_user_mmu_event_extension runs a command or macro after a specific MMU event (e.g. the gate status is changed, or filament has been cut)
variable_servo_down_limit sets the maintence interval for servo down movement. In some MMU designs like ERCF, this servo movement can cause ware and this will generate a warning after the count is reached. Set to -1 to disable.
variable_cutter_blade_limit sets the maintence intervale for filament cutting. If using a filament cutter this will count the cuts and issue maintenance warning when the limit is reached. Set to -1 to disable.
As an example, if you have the Klipper LED Effect module installed and a custom status created that flashes all the LEDs in the printer three times, you could make the printer flash the lights after every action by Happy Hare by:
variable_user_action_changed_extension: STATUS_FLASH3
(Don't do this unless you want anyone watching to have a siezure though. Just saying.)
This section controls the MMU LEDs. This does not affect any of the printer LEDs controlled by the Klipper LED Effect module](https://github.com/julianschill/klipper-led_effect)
variable_led_enable allows Happy Hare to use the MMU leds. True if you have LEDs on the MMU.
variable_led_animation_enable controls if Happy Hare uses the installed "klipper-led_effects" module for animation. If set to False only static LEDs will be used which can be used to reduce strain on mcu's if a user runs into overload contitions like "Timer too Close" errors. This is automatically forced to false if the klipper module is not found.
variable_default_exit_effect sets the status of the MMU exit LEDs. Choose between:
-
offTurns exit LEDs off. -
gate_statusSets the exit LEDs based on the status of the gate. Orange for no filament, Green for filament at the gate. -
filament_colorsets the LED color to the color of the filament in the gate map. -
slicer_colorsets the LED color to the color the slicer passed in to Klipper. (This can be different than the gate map color, especialy if your filament color in the slicer isn't set correctly, or you haven't mapped your gates.)
variable_default_entry_effect sets the entry LEDs similar to above.
variable_default_status_effect defines the default status of the LEDs when not affected by other events. Similar options to above.
variable_white_light defines the RGB color for white.
variable_black_light defines the color used for black filament.
variable_empty_light defines the color used for an empty gate.
These control the movement of the toolhead during a tool change. For a detailed explanation refer to Toolhead Movement page.
variable_enable_park_printing list of operations requiring parking movement when printing. List includes: "toolchange, load, unload, runout, complete, pause, cancel"
variable_enable_park_standalone list of operations requiring parking movement when not printing. List includes: "toolchange, load, unload, pause, cancel"
variable_enable_park_disabled list of operations requiring parking movement when MMU is disabled (MMU ENABLE=0). List includes: "pause, cancel"
variable_min_toolchange_z the absolute minimum height for toolchange moves during print. This prevents scraping the bed if no z-hop is specified
variable_park_toolchange park location, retraction and z-hop specification for toolchange operations (toolchange, load, unload).
variable_park_runout park location, retraction and z-hop specification for runout toolchange operation (runout). This is separate from regular toolchange to allow for configuration where slicer is in control during a print, but Happy Hare controls during a runout.
variable_park_pause park location, retraction and z-hop specification for pause operation (pause) including MMU errors.
variable_park_cancel park location, retraction and z-hop specification for when canceling a print with CANCEL_PRINT (cancel).
variable_park_complete park location, retraction and z-hop specification for when print completes (complete).
Note
All "park" specifications are a list of 5 parameters: Xcoord, Ycoord, Z-hop, Z-hop-ramp, retraction
Coordinates of -1,-1 mean no movement. Z-hop of 0 means no Z-hop. Z-hop-ramp is the horizontal movement during Z-hop and can help break stringing.
Thus -1,-1,0,0,0 does nothing. See Toolhead Movement
variable_pre_unload_position optional move to location before executing the unload sequence
variable_post_form_tip_position optional move to location after tip forming logic
variable_pre_load_position optional move to location before executing the load sequence
Note
All "position" specifications are a list of 3 parameters: Xcoord, Ycoord, Z-hop.
Coordinates of -1,-1 mean no movement. Z-hop can only increase the Z-hop preceeding "park", i.e. the max of the two is applied thus potentially resetting the toolchange/movement plane.
Thus -1,-,1,0 does nothing. See Toolhead Movement
variable_restore_xy_pos after the toolchange is complete this controls where the x,y position is restored to. "last" is the default and will return the toolhead to the exact location prior to the toolchange operation. "next" can be used effectively to reduce print artifacts to advance the toolhead to the next g-code print postion before lowering (this option requires the Happy Hare moonraker module to be enabled). Finally "none" will result in the restoration of z-height but the x,y move will be left to the next g-code instruction. Therefore the difference between "next" and "none" is the z-heigh that the toolhead will move at and the exact point the un-retraction occurs -- "next" drop and un-retract onto the next print position, "none" will drop and un-retract where the toolhead ends up after toolchange.
variable_travel_speed tells Happy Hare how fast to move in and out of the tool head parking position.
variable_lift_speed tells Happy Hare how fast to move Z during a Z hop.
variable_auto_home tells Happy Hare to automatically home, if necessary. This only homes the X and Y axes so the sequence macros can park the toolhead. It's called, if necessary, at toolhead load or unload.
variable_user_park_move_macro_macro runs this command instead of the default straight line "G1 X Y (to variable_park_* postion)" move. This is useful if you need to add some special logic like operating a servo to lower a silicon pad or moving is a "L" pattern. This macro will be supplied the expected final x,y coordinates and configured speed like this: YOUR_MOVE_MACRO X=<x_coord> Y=<y_coord> F=<speed>
variable_retract immediately before the z_hop and immediately after the reciprical restoration of z-height this amount of retraction or un-retraction will be applied. When loading the extruder, the filament will be loaded just short of the nozzle so this distance can be employed to prevent blobs by immediately depressuring the nozzle when pausing or repressuring at the point of resuming print.
variable_retract_speed to speed of the retract movement in mm/s. Usually you want this as fast as your extruder can handle. The default is 25mm/s.
variable_unretract_speed to speed of the un-retract movement in mm/s. Defaults to the retract speed.
variable_timelapse if True Happy Hare will trigger a snapshot from a camera after a tool change successfully loads.
The following are similar to _MMU_STATE_VARS and allow user customization/extension of the base Happy Hare tool loading and unloading events.
variable_user_mmu_error_extension runs a command or macro when a MMU error occurs after the default pause logic.
variable_user_pre_unload_extension runs a command or macro after Happy Hare executes pre-unload logic.
variable_user_post_form_tip_extension runs a command or macro immediately after the cut tip operation.
variable_user_post_unload_extension runs a command or macro after Happy Hare executes post-unload logic.
variable_user_pre_load_extension runs a command or macro after Happy Hare executes pre-load logic.
variable_user_post_load_extension runs a command or macro after Happy Hare executes post-load logic. This would be a good place to add a nozzle brushing macro, but, just be sure the tool head doesn't crash into the print when running. E.g. variable_user_post_load_extension: CLEAN_NOZZLE
These are all the variables which control the tip cutting procedure. There's quite a few, but most of them are pretty self-explanatory.
variable_restore_position When set to True the toolhead will return to the initial position it was at before the cut tip procedure started. This is typically at the purge location. If turned off, it will move to the next position after completing the tip cut.
With this left to true, the toolhead will move something like:
Print > Purge Position > Filament Cut Position > Purge Position > Park position > Swap filament > Purge position > Purge > Print
With it disabled the sequence will look like:
Print > Purge Position > Filament Cut Position > Park position > Swap filament > Purge position > Purge > Print
variable_blade_pos This is the distance from the internal nozzle tip to the filament cutting blade. Happy Hare uses this to determine how much filament is left in the hot end after the cutting procedure. This distance can be measured in CAD, retrieved from the list Happy Hare has, or measured directly.
To measure directly, it is suggested to install a new, never used, nozzle in your hot end. Then, with the hot end cold, insert filament until it bottoms out on the inside of the nozzle. Lightly depress the filament cutting arm (enough to mark the filament, don't cut it completely) then take the piece of filament out and measure the distance from the tip of the filament to the mark left by the blade. That will get you very close to the correct result.
variable_retract_length This is how far Happy Hare will retract the filament before cutting the tip off. This should be as close to the blade position as possible, while still giving a clean cut tip. Generally, about 5mm less than variable_blade_pos is a good starting point. This will have an impact on how much filament needs to be purged after a swap. If it is set to just trim the very tip of the filament off, then the purge will only need to clear a minimal amount of filament. Mostly what's left in the melt pool at the nozzle. If it is set conservatively, there will be more filament left to purge out after a swap. Therefore, it's worth taking some time to tune this parameter for efficient filament use.
variable_simple_tip_forming This enables Happy Hare to perform some simple cooling moves before cutting the filament tip. If you have trouble with the filament tip sticking in the hot end after a cut, you can enable this to help.
variable_pin_loc_xy This is the X and Y coordinate of the depressor pin for your tip cutting device. The cutter arm just touches the depressor pin at this location.
variable_pin_park_x_dist This position is set as a safety buffer so the toolhead will move to this location before cutting instead of directly to the depressor pin. It makes sure the tool head approaches the depressor from the correct direction. The recommended distance is about 5mm.
variable_pin_loc_x_compressed This is the position where the blade is fully depressed and the filament is cut. Set this one carefully. Setting it incorrectly will either lead to filament not being fully cut or causing excessive force on the filament depressor pin.
variable_rip_length and variable_rip_speed are the distance and speed to move the toolhead away from the depressor to ensure the cutter arm doesn't get stuck. A short and quick move is best here. Recommend something like 1mm at 5mm/s.
variable_pushback_length After cutting the filament, Happy Hare will push the tip back into the hot end by this distance. The goal is to get the remnant tip back close to the melt pool so it stays semi liquid and doesn't clog the hot end. Set too high, this will cause oozing. Set too low, it can cause clogging. Usually about 1mm less than variable_retract_length is a good starting point.
variable_pushback_dwell_time is how long Happy Hare pauses before it pulls the filament back out for the swap.
The following are speeds related settings for tip cutting. If the cut speed is too fast, the steppers can lose steps and cause print problems such as layer shifts. If not fast enough, you'll add a lot of time to the filament swap. Here's the basic algorithm for filament cutting:
- First make a fast move to build momentum put the blade in initial contact with the filament.
- Make a slow move pushing the blade through the filament.
variable_travel_speed The speed at which the toolhead moves to variable_pin_loc_xy + the offset variable_pin_park_x_dist. This is a proto-rapid move.
variable_cut_fast_move_speed This is the speed at which the toolhead traverses the variable_pin_loc_xy distance from the position determined by variable_pin_park_x_dist.
variable_cut_slow_move_speed This determines the speed between variable_pin_loc_xy and variable_pin_loc_x_compressed. It is the slow speed with which the filament is cut.
variable_evacuate_speed is the fast speed which the toolhead "rips" away from the depressor pin allowing the cutting arm to "snap" back into place.
variable_cut_dwell_time is how long the toolhead stays in the variable_pin_loc_x_compressed position.
variable_cut_fast_move_fraction is how much of the rip movement is done at variable_cut_fast_move_speed vs. variable_cut_slow_move_speed upon ripping away from the depressor pin.
variable_extruder_move_speed is how fast Happy Hare makes extruder movements during filament cutting.
variable_safe_margin_xy is a "box" around the depressor pin which the toolhead will make slower moves. Setting this to the size of your toolhead plus a couple millimeters is good. This is a comma separated tuple. (For example: 30,30)
variable_gantry_servo_enabled tells Happy Hare whether your depressor pin has a servo which moves the pin out of the way while printing. If it is a fixed pin, set to False.
variable_gantry_servo_down_angle is the down, or in use, position of the depressor pin servo.
variable_gantry_servo_up_angle is the retracted position of the depressor pin servo.
These are all the parameters which control Happy Hare's implementation of tip forming. Most of these are similar to the parameters which most slicers use for tip forming. Indeed, it is up to you to determine whether to use Happy Hare or the slicer for tip forming. However, Happy Hare is set up to be convenient and more centralized than using slicer settings.
variable_ramming_volume is the amount of filament in mm^3 which is rammed into the nozzle to cool the melt pool enough to form a tip.
variable_ramming_volume_standalone is the same as above, but for filament swaps not in a print.
variable_toolchange_temp is the temperature Happy Hare will set the nozzle to for a filament swap. Use zero (0) to indicate no change.
variable_toolchange_fan_assist allows Happy Hare to turn on the part cooling fan to help speed nozzle cooling if variable_toolchange_temp is lower than printing temp.
variable_toolchange_fan_speed is how much fan Happy Hare should use to help cool the nozzle. This is a percentage parameter. So using 50 indicates 50% or half speed.
variable_unloading_speed_start is the speed of the initial fast move for the tip forming procedure.
variable_unloading_speed is the speed after variable_unloading_speed_start which Happy Hare uses to move the filament into the cooling zone.
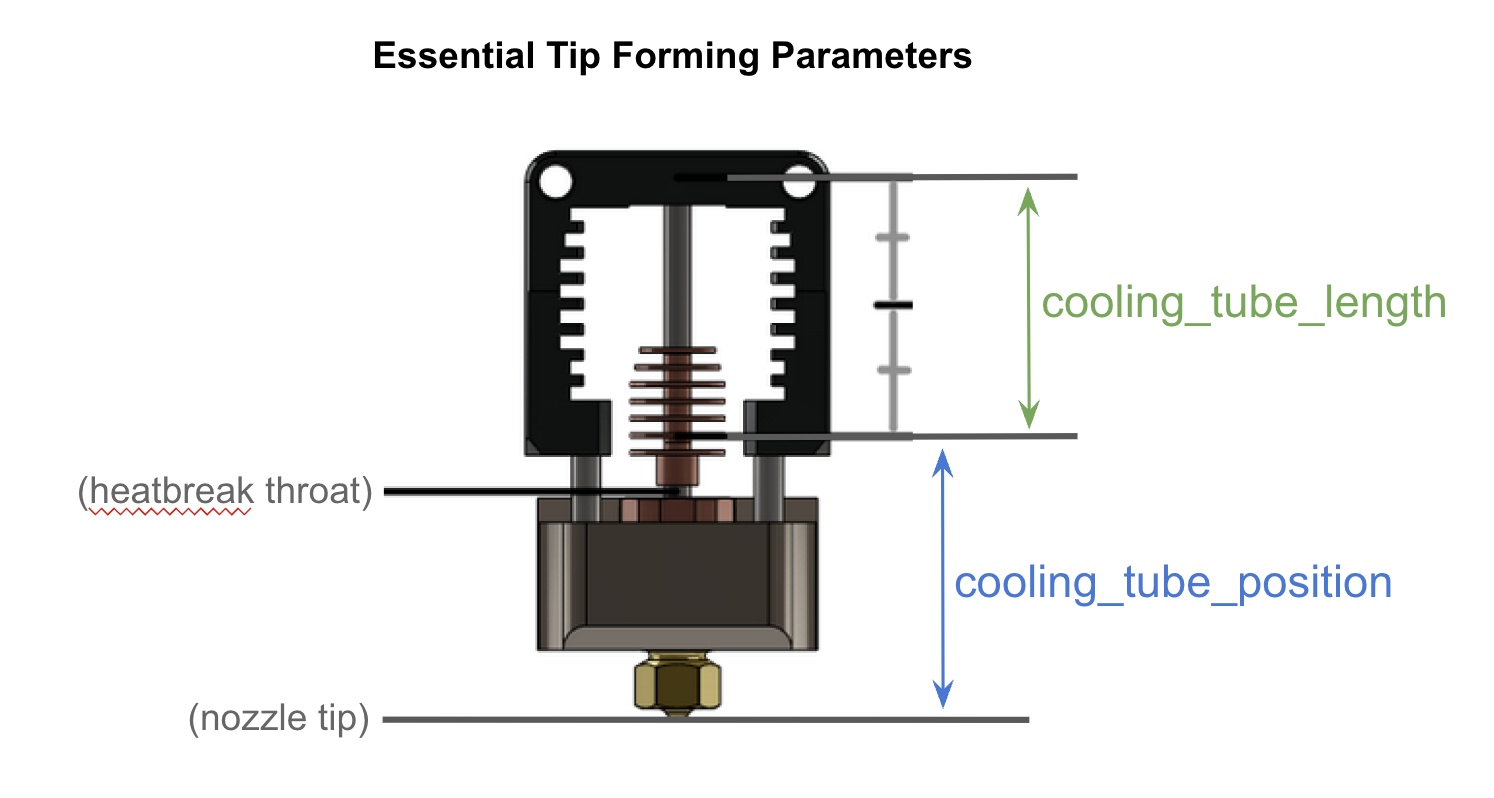
variable_cooling_tube_position This is the start position of the cooling tube. Recommended values are:
DragonST: 35
DragonHF: 30
Mosquito: 30
Revo: 35
RapidoHF: 43
variable_cooling_tube_length is the length of the cooling tube. Recommended values are:
DragonST: 15
DragonHF: 10
Mosquito: 20
Revo: 10
RapidoHF: 22
variable_initial_cooling_speedis the initial slow movement (mm/s) to solidify the tip and cool the string if formed.
variable_final_cooling_speed is the fast movement (mm/s) speed for tip forming. If too fast, the tip will deform while ejecting. If too slow there will be long strings and no separation from the melt pool, leaving a string with a blob on the end of the string.
variable_cooling_moves is the number of back-and-forth cooling moves to make. 2-4 cooling moves is a good place to start.
variable_use_skinnydip enables "skinny dip" movement. Skinny dip pushes the sting on the end of the filament tip back in the melt pool quickly and for a short time to melt the string off the tip. So, if you see lots of stringing on your formed tips, this may be an option.
variable_skinnydip_distance is the distance to reinsert filament into hotend starting from end of cooling tube. Not enough and there will still be strings, too much and you'll pick up blobs on the end of your filament tip from the melt pool.
variable_dip_insertion_speed is a medium to slow insertion speed, just long enough to melt the fine hairs, too slow will pull up molten filament.
variable_dip_extraction_speed should be around 2x Insertion speed to prevents forming new hairs.
variable_melt_zone_pause how long to pause in the melt zone during a skinny dip move.
variable_cooling_zone_pause is how long to pause in the cooling tube after a skinny dip move.
variable_use_fast_skinnydip tells Happy Hare to skip changing nozzle temperature during skinny dip moves.
variable_parking_distance is the parking position of the filament at the end of tip forming. Setting this to zero (0) will leave the filament wherever it ends up after tip forming.
variable_extruder_eject_speed is the speed used to move the filament to variable_parking_distance.
These are variables used in general print and MMU moves.
variable_retract is the distance for retracts and un-retracts on pause. Important to note that this is NOT performed during a print or MMU error because Happy Hare will manage the retraction in that case. This is useful for regular pauses during a print or if the MMU is disabled.
variable_retract_speed the speed of the above retraction movement.
variable_unretract_speed is the speed Happy Hare will unretract.
variable_reset_ttg_on_cancel similar to reset_ttg on print end, this tell Happy Hare whether to reset the tool to gate map at the end of the print. Typically, the tool to gate map is not changed unless you switch filament colors or change the endless spool settings. Leaving this one False will save you from having to redo the tool to gate map on every print. See Gate Map for explaination on how to map the gates. Usually False.
variable_eject_tool_on_cancel tells Happy Hare whether or not to eject the filament out of the extruder and back to the buffer when print is cancelled. If set to False the filament will remain loaded. This one is up to your preference.
variable_user_pause_extension is any command or code you want executed after a base pause. For instance, you may want to change the status of the printer LEDs through the Klipper Led Effect add on, in which case you'd have something like variable_user_pause_extension: status_pause
variable_user_resume_extension any command or code you want executed before a base resume. Following the above, you could set the leds to the printing status, variable_user_resume_extension: status_printing
variable_user_cancel_extension any command or code you want executed before a base cancel. This could be useful if you want something to happen after canceling a print.
The following are alias macros for tool change (filament swap) commands:
[gcode_macro T0]
gcode: MMU_CHANGE_TOOL TOOL=0
[gcode_macro T1]
gcode: MMU_CHANGE_TOOL TOOL=1
[gcode_macro T2]
gcode: MMU_CHANGE_TOOL TOOL=2
[gcode_macro T3]
gcode: MMU_CHANGE_TOOL TOOL=3
[gcode_macro T4]
gcode: MMU_CHANGE_TOOL TOOL=4
[gcode_macro T5]
gcode: MMU_CHANGE_TOOL TOOL=5
[gcode_macro T6]
gcode: MMU_CHANGE_TOOL TOOL=6
[gcode_macro T7]
gcode: MMU_CHANGE_TOOL TOOL=7
Tip
It's worth noting, and a very useful feature, that all the macro configuration variables (in mmu_macro_vars.cfg) can be modified at runtime without restarting Klipper using the standard klipper variable setting command SET_GCODE_VARIABLE. For example, if you have Blobifier purging macro configured as a post load extension you can disable it with (making sure to pick the correct macro name and get value quoting correct):
SET_GCODE_VARIABLE MACRO=_MMU_SEQUENCE_VARS VARIABLE=user_post_load_extension VALUE="''"This ability is a real time saver when experimenting. Remember that you must manually update mmu_macro_vars.cfg to make changes persistent accross klipper restarts.
That about sums it up. That's a lot to take in, so take your time and drink lots of coffee. You'll get there in time!
