Happy Hare Parameters


 Configuration Guide (mmu_parameters.cfg)
Configuration Guide (mmu_parameters.cfg)This is a sequential walkthrough of the main configuration files for Happy Hare. You should have tertiary understanding and awareness of all the settings but some are essential. Those are labeled with "IMPORTANT" and you must setup for your MMU setup.
The Klipper configuration files for Happy Hare are modular and where to find them is discussed in the Configuration Reference. Also be sure to consult the Configuring mmu_parameters.cfg page for details about each and every parameter.
Tip
It's worth noting, and a VERY useful feature, that all the essential configuration and tuning parameters (in mmu_parameters.cfg) can be modified at runtime without restarting Klipper. Use the MMU_TEST_CONFIG command to do this. Running without any parameters will display the current values. This even allows changes to configuration during a print!
Running without any parameters will display the current values broken up into SPEEDS, TMC & MOTOR SYNC CONTROL, LOADING/UNLOADING, TIP FORMING, OTHER and CALIBRATION sections:
MMU_TEST_CONFIG
SPEEDS:
gear_from_buffer_speed = 160.0
gear_from_buffer_accel = 400.0
gear_from_spool_speed = 80.0
gear_from_spool_accel = 100.0
gear_short_move_speed = 80.0
gear_short_move_accel = 400.0
gear_short_move_threshold = 70.0
gear_homing_speed = 50.0
extruder_homing_speed = 15.0
extruder_load_speed = 15.0
extruder_unload_speed = 15.0
extruder_sync_load_speed = 15.0
extruder_sync_unload_speed = 15.0
extruder_accel = 400.0
selector_move_speed = 200.0
selector_homing_speed = 60.0
selector_touch_speed = 80.0
selector_touch_enable = 0
TMC & MOTOR SYNC CONTROL:
sync_to_extruder = 0
sync_form_tip = 0
sync_feedback_enable = 1
sync_multiplier_high = 2.00
:
:
(only partial output displayed)
Any of the displayed config settings can be modified. For example, to update the distance from extruder entrance (homing postion) to nozzle.
MMU_TEST_CONFIG toolhead_extruder_to_nozzle=45
Important
When you make a change with MMU_TEST_CONFIG it will not be persisted and is only effective until the next restart. Therefore, once you find your tuned settings be sure to update mmu_parameters.cfg
The first section specifies the type of MMU and is used by Happy Hare to adjust (primarily CAD) options. It is documented here and here.
Important
These three settings must be set. If "Other" is specified you will also need to specify cad dimensions here.
#
# The vendor and version config is important to define the capabilities of the MMU and basic CAD dimensions. These can
# all be overridden with the `cad` parameters detailed in the documentation but the vendor setting saves time.
#
# ERCF
# 1.1 original design, add "s" suffix for Sprigy, "b" for Binky, "t" for Triple-Decky
# e.g. "1.1sb" for v1.1 with Springy mod and Binky encoder
#
# 2.0 new community ERCFv2
#
# Tradrack
# 1.0 add "e" if using encoder is fitted
#
# Prusa
# - Comming soon (use Other for now)
#
# Other
# - Generic setup that will require further customization of `cad` parameters. See doc
#
mmu_vendor: ERCF # MMU family
mmu_version: 1.1sb # MMU hardware version number (add mod suffix documented above)
mmu_num_gates: 9 # Number of selector gatesThis section is where you define the hardware limitations of your build. These can be consisted the never to be exceeded settings but one important one if you are using selector touch operation is selector_max_accel. Since stallguard doesn't behave well at slow speed it is important that the accelation isn't set too low - below 600 causes problems, over 1000 ensures reliable operation. Generally these defaults work with the majority of setups.
# MMU Limits ---------------------------------------------------------------------------------------------------------------
#
# Define the physical limits of your MMU. These setings will be respected regardless of individual speed settings.
#
gear_max_velocity: 300 # Never to be exceeded gear velocity regardless of specific parameters
gear_max_accel: 1500 # Never to be exceeded gear accelaration regardless of specific parameters
selector_max_velocity: 250 # Never to be exceeded selector velocity regardless of specific parameters
selector_max_accel: 1200 # Never to be exceeded selector accelaration regardless of specific parametersThe servo configuration allows for up to three positions but some designs (e.g. Tradrack, ERCF v1.1) only require up/down. If move is not used then comment it out or set it to the same value as up. The servo duraction is the length of PWM burst. Most digital servos only require a short 0.2 second or so but slower analog servos may require longer (0.4 - 0.5s). Be very careful if you use the servo_active_down option because it will can strain your electronics.
# Servo configuration -----------------------------------------------------------------------------------------------------
#
# Angle of the servo in three named positions
# up = tool is selected and filament is allowed to freely move through gate
# down = to grip filament
# move = ready the servo for selector move (optional - defaults to up)
# V2.4 on: These positions are only for initial config they are replaced with calibrated servo positions in `mmu_vars.cfg`
#
# Note that leaving the servo active when down can stress the electronics and is not recommended with EASY-BRD or ERB board
# unless the 5v power supply has been improved and it is not necessary with standard ERCF builds
# Make sure your hardware is suitable for the job!
#
servo_up_angle: 125 # Default: MG90S servo: Up~30 ; SAVOX SH0255MG: Up~140
servo_down_angle: 45 # Default: MG90S servo: Down~140 ; SAVOX SH0255MG: Down~30
servo_move_angle: 110 # Optional angle used when selector is moved (defaults to up position)
servo_duration: 0.2 # Duration of PWM burst sent to servo (automatically turns off)
servo_dwell: 0.5 # Minimum time given to servo to complete movement prior to next move
servo_active_down: 0 # CAUTION: 1=Force servo to stay active when down, 0=Release after movement
servo_buzz_gear_on_down: 1 # Whether to "buzz" the gear stepper on down to aid engagementTip
As of HHv2.4 the servo calibration can be performed without updating these values and klipper restarts. The procedure is documented in the calibration doc, but briefly MMU_SERVO SAVE=1 POS=[up|down|move] can be used to persist position after setting correct angle with MMU_SERVO ANGLE=..
Logging controls control the verbosity level of logging to console and separate mmu.log file as well and fun visual filament position and various status messages - it really is unessessary to have verbose logging to the console so defaults are recommended.
Tip
When an error occurs there may be insufficent information on the console to diagnose. In this case open up mmu.log (Mainsail now has button for this) and review the DEBUG details.
# Logging ------------------------------------------------------------------------------------------------------------------
#
# log_level & logfile_level can be set to one of (0 = essential, 1 = info, 2 = debug, 3 = trace, 4 = stepper moves)
# Generally you can keep console logging to a minimal whilst still sending debug output to the mmu.log file
# Increasing the console log level is only really useful during initial setup to save having to constantly open the log file
#
log_level: 1
log_file_level: 3 # Can also be set to -1 to disable log file completely
log_statistics: 1 # 1 to log statistics on every toolchange (default), 0 to disable (but still recorded)
log_visual: 2 # 1 log visual representation of filament, 2 compact form (default) , 0 disable
log_startup_status: 1 # Whether to log tool to gate status on startup, 1 = summary (default), 2 = full, 0 = disableAll Happy Hare speeds can be configured in this section. Most are self-explanatory and are separated into gear stepper speeds, speeds inside of the extruder (either just extruder motor or when synced with gear stepper) and selector movement. If your 'gear' filament drive stepper whines without moving it is likely that the speed or accelaration are too high. Similarly what out that the extruder stepper can handle the load and unload speeds. If it skips steps the loading/unload process can fail. The skipping of steps can usually be heard with you ear close to the toolhead.
Important
These three settings must be reviewed. While they are conservative for a lot of MMUs (and can be increased significantly) they may still exceed the capabilities of your setup
# Movement speeds ----------------------------------------------------------------------------------------------------------
#
# Long moves are faster than the small ones and used for the bulk of the bowden movement. Note that you can set two fast load
# speeds depending on whether MMU thinks it is pulling from the buffer or from the spool. It is often helpful to use a lower
# speed when pulling from the spool because more force is required to overcome friction and this prevents loosing steps.
# 100mm/s should be "quiet" with the NEMA14 motor or a NEMA17 pancake, but you can go lower for really low noise
# NOTE: Encoder cannot keep up much above 300mm/s so make sure `bowden_apply_correction` is off at very high speeds!
#
gear_from_buffer_speed: 150 # mm/s Normal speed when loading filament. Conservative is 100mm/s, Max around 300mm/s
gear_from_buffer_accel: 400 # Normal accelaration when loading filament
gear_from_spool_speed: 80 # mm/s Use (lower) speed when loading from a gate for the first time (i.e. pulling from spool)
gear_from_spool_accel: 100 # Accelaration when loading from spool
gear_short_move_speed: 80 # mm/s Speed when making short moves (like incremental retracts with encoder)
gear_short_move_accel: 400 # Usually the same as gear_from_buffer_accel (for short movements)
gear_short_move_threshold: 70 # Move distance that controls application of 'short_move' speed/accel
gear_homing_speed: 50 # mm/s Speed of gear stepper only homing moves (e.g. extruder homing)
# Speeds of extruder movement. The 'sync' speeds will be used when gear and extruder steppers are moving in sync
#
extruder_load_speed: 16 # mm/s speed of load move inside extruder from homing position to meltzone
extruder_unload_speed: 16 # mm/s speed of unload moves inside of extruder (very initial move from meltzone is 50% of this)
extruder_sync_load_speed: 18 # mm/s speed of synchronized extruder load moves
extruder_sync_unload_speed: 18 # mm/s speed of synchronized extruder unload moves
extruder_homing_speed: 20 # mm/s speed of extruder only homing moves (e.g. to toolhead sensor)
# Selector movement speeds. (Accelaration is defined by physical MMU limits set above and passed to selector stepper driver)
#
selector_move_speed: 200 # mm/s speed of selector movement (not touch)
selector_homing_speed: 60 # mm/s speed of initial selector homing move (not touch)
selector_touch_speed: 80 # mm/s speed of all touch selector moves (if stallguard configured)
# Selector touch (stallguard) operation. If stallguard is configured, then this can be used to switch on touch movement which
# can detect blocked filament path and try to recover automatically but it is more difficult to set up
#
selector_touch_enable: 0 # If selector touch operation configured this can be used to disable it 1=enabled, 0=disabledNote: Selector touch operation is discussed elsewhere and has a separate speed setting. Even if configured you can disable it's operation with the selector_touch_enable setting.
This section controls the module that controls filament loading and unload at the gate when an encoder is present. The gate_unload_buffer represents how close to the gate the filament ends up after fast bowden move. You want it close (for speed) but not too close that it can overshoot. gate_parking_distance is how fast away from the gate exit the filament should be parked when unloaded. It rarely needs to be changed from the default.
# Gate loading/unloading ------------------------------------------------------------------------------------------------
#
# These setttings control the loading and unloading filament at the gate. The primary options are you use a endstop switch
# at the gate (ala TradRack) or an encoder (ERCF default). You can even have both a gate sensor for loading/parking and still use
# the encoder for other move verification (see advanced 'gate_endstop_to_encoder' option).
# Note: the `encoder` method, due to the nature of its operation will overshoot a little. This is not a problem in practice
# because the overshoot will simply be compensated for in the subsequent fast bowden move.
#
# Possible gate_homing_endtop names:
# encoder - Detect filament position using movement of the encoder
# mmu_gate - Detect filament using a gate endstop if configured
#
gate_homing_endstop: encoder # Name of gate endstop, "encoder" forces use of encoder for parking
gate_homing_max: 70 # Maximum move distance to home to the gate (actual move distance for encoder parking)
gate_unload_buffer: 50 # Amount to reduce the fast unload so that filament doesn't overshoot when parking
gate_load_retries: 2 # Number of times MMU will attempt to grab the filament on initial load (max 5)
gate_parking_distance: 23 # ADVANCED: Parking postion in the gate (distance back from gate endstop/encoder point)
gate_endstop_to_encoder: 20 # ADVANCED: Distance between gate endstop and encoder (IF both fitted. +ve if encoder after endstop)
gate_autoload: 1 # If pre-gate sensor fitted this controls the automatic loading of the gateFor more information on the bowden correct move, read about the loading sequence here. The bowden_num_moves allows a long move to be broken into separate moves. Only increase this if Klipper throws errors with very long moves - setting it higher than 1 will long down the loading process.
# Bowden tube loading/unloading --------------------------------------------------------------------------------------------
#
# In addition to different bowden loading speeds for buffer and non-buffered filament it is possible to detect missed steps
# caused by "jerking" on a heavy spool. If bowden correction is enabled the driver with "believe" the encoder reading and
# make correction moves to bring the filament to within the 'bowden_allowable_load_delta' of the end of bowden position
# (this does require a reliable encoder and is not recommended for very high speed loading >200mm/s)
#
bowden_apply_correction: 0 # 1 to enable, 0 disabled (default) [Requires Encoder]
bowden_allowable_load_delta: 20.0 # How close in mm the correction moves will attempt to get to target [Requires Encoder]
# This test verifies the filament is free of extruder before the fast bowden movement to reduce possibility of grinding filament
bowden_pre_unload_test: 1 # 1 to check for bowden movement before full pull (slower), 0 don't check (faster) [Requires Encoder]
# ADVANCED: If pre-unload test is enabled, this controls the detection of successful bowden pre-unload test and represents the
# fraction of allowable mismatch between actual movement and that seen by encoder. Setting to 50% tolerance usually works well.
# Increasing will make test more tolerent. Value of 100% essentially disables error detection
#
bowden_pre_unload_error_tolerance: 50This section controls the optional extruder homing step. With a toolhead sensor fitted this step is not necessary and will be ignored unless you set extruder_force_homing: 1. Without toolhead sensor you really need to home although there is an option not to. The extruder_homing_endstop is either a real endstop name (the virtual mmu_gear_touch or the pre entry extruder sensor), or the string collision which causes Happy Hare to "feel" for the extruder entrance using the encoder, or none to skip homing. Whatever homing method is chosen the maximum distance travelled before an error is declared is defined by extruder_homing_max. Very long bowden may want to increase this value to add error tolerance caused by slippage on earlier bowden move. When the collision method is employed the current of the gear stepper can be reduced to the specified %. This makes detection more sensitive and helps to prevent filament grinding.
# Extruder homing ---------------------------------------------------------------------------------------------------------
#
# Happy Hare needs a reference "homing point" close to the extruder from which to accurately complete the loading of the toolhead.
# This homing operation takes place after the fast bowden load and it is anticipated that that load operation will leave the
# filament just shy of the homing point. If using a toolhead sensor this initial extruder homing is unecessary (but can be forced)
# because the homing will occur inside the extruder for the optimum in accuracy.
#
# In addition to an entry sensor "mmu_extruder" it is possbile for Happy Hare to "feel" for the extruder gear entry by colliding
# with it. Because this method is not completely deterministic you might find have to find the sweetspot for your setup by adjusting
# the TMC current reduction. Also, touch (stallguard) sensing is possible to configure but unfortunately doesn't work well with
# some external mcu's. Note that reduced current during collision detection can also prevent unecessary filament griding
#
# Possible homing_endtop names:
# collision - Detect the collision with the extruder gear by monitoring encoder movement (Requires encoder)
# mmu_gear_touch - Use touch detection when the gear stepper hits the extruder (Requires stallguard)
# extruder - If you have a "filament entry" endstop configured (Requires 'extruder' endstop)
# none - Don't attempt to home. Only possibiliy if lacking all sensor options (not recommended)
# Note: The homing_endstop will be ignored if a toolhead sensor is available unless `extruder_force_homing: 1`
#
extruder_homing_max: 80 # Maximum distance to advance in order to attempt to home the extruder
extruder_homing_endstop: collision # Filament homing method/endstop name (fallback if toolhead sensor is available)
extruder_collision_homing_current: 40 # % gear_stepper current (10%-100%) to use when homing to extruder homing (100 to disable)
# In the absence of a toolhead sensor Happy Hare will automatically default to extruder entrance detection regardless of
# this setting, however if you have a toolhead sensor you can still force the additional (unecessary) step of initially homing to
# extruder entrance then home to the toolhead sensor
#
extruder_force_homing: 0Important
This section controls the module responsible for loading filament into and unloading from the extruder/toolhead and thus is probably one of the most important sections to get right. These settings ineract with each other so you should not guess, instead refer to the picture before and make sure you set accordingly.
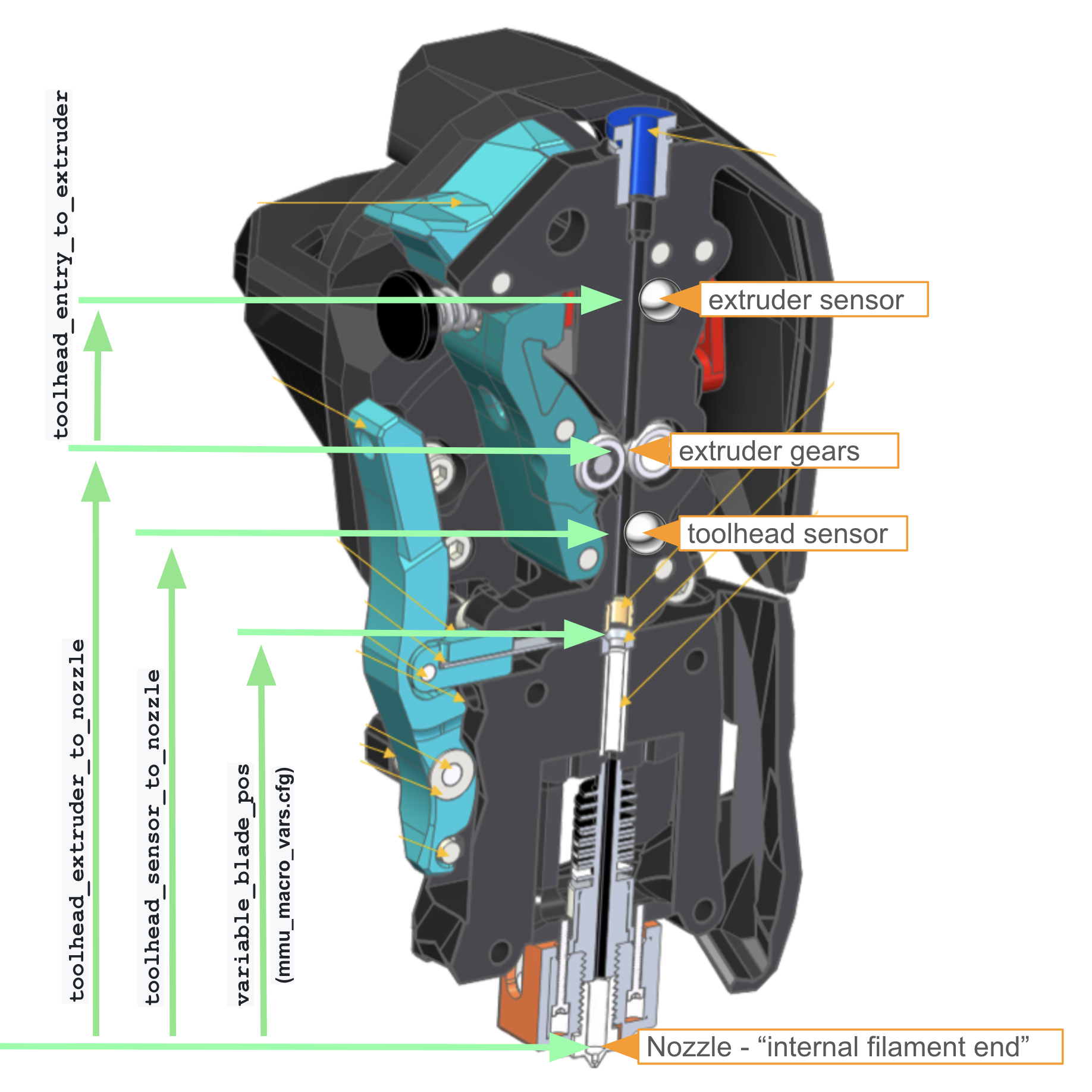
Consult this illustration of a typical toolhead or table of popular configurations to determine these dimensions. toolhead_extruder_to_nozzle must always be set accurately. It is a fixed distance based on your extruder and hotend and should not be tuned (use toolhead_ooze_reduction to tune out oozing of filament after the load). If you have a toolhead sensor then you also need to specify toolhead_sensor_to_nozzle. In practive this is often best performed by placing a fragment of filament at the extruder gears and "extruding" 1mm at a time until the toolhead sensor triggers. If you have a pre-extruder or "entry" sensor then you must also specify the distance from when this sensor triggers to the extruder (gears) entrance. The toolhead_homing_max determines the maximum distance from the extruder entrance to advance filament to home to the toolhead sensor - make sure this is a little larger than actually required to compensation for previous inaccuracies that may have occured. To further increase reliability, when unloading the toolhead_unload_safety margin is added to every theoretical move distance. Typically 5mm-10mm is sufficient. The starting value for toolhead_ooze_reduction shoud be 0 but as you tune printing you may increase it to reduce total loading distance to reduce blobs on the purge tower.
| Dimension | CW2 | G2E |
|---|---|---|
toolhead_entry_to_extruder |
13 | 13.29 |
CW2 dimensions for each hotend:
| Dimension | Rapido/R2 | Dragon SF | Dragon HF | Revo |
|---|---|---|---|---|
toolhead_extruder_to_nozzle(in mmu_parameters.cfg) |
84.82 | 72 | ||
toolhead_sensor_to_nozzle(in mmu_parameters.cfg) |
74.84 | 62 | ||
variable_blade_pos(in mmu_macro_vars.cfg) |
60.01 | 37.5 | ||
variable_retract_length(in mmu_macro_vars.cfg) |
31.5 | |||
variable_pushback_length(in mmu_macro_vars.cfg) |
29.00 |
G2E dimensions for each hotend:
| Dimension | Rapido/R2 | Dragon SF | Dragon HF | Revo |
|---|---|---|---|---|
toolhead_extruder_to_nozzle(in mmu_parameters.cfg) |
99.38 | 99.181 | ||
toolhead_sensor_to_nozzle(in mmu_parameters.cfg) |
79.78 | 79.581 | ||
variable_blade_pos(in mmu_macro_vars.cfg) |
61.22 | 61.031 | ||
variable_retract_length(in mmu_macro_vars.cfg) |
32.22 | 32.032 | ||
variable_pushback_length(in mmu_macro_vars.cfg) |
31.22 | 31.032 |
1 Taken directly from CAD - NOT tested.
2 Estimated based on Rapido
** These settings assume you have turned off all the slicer settings like toolchange retraction!
(please submit your verified additions to build out this table)
Read about the loading and unloading sequences here and in Understanding Operation.
Tip
Once Happy Hare is loaded you can use MMU_STATUS SHOWCONFIG=1 to describe in english what you have configured for loading and unloading sequences. After changing a config value (see how to use MMU_TEST_CONFIG for runtime changes) you can run again to see the impact of the change. Note that this also works for dynamic changes to sensors: e.g. if you disable your toolhead sensor via Mainsail, you will be able to see the fallback approach that Happy Hare is configured to do
# Default toolhead loading and unloading ------------------------------------------------------------------------------
#
# It is possible to define highly customized loading and unloading sequences, however, unless you have a specialized
# setup it is probably easier to opt for the built-in toolhead loading and unloading sequence which already offers a
# high degree of customization. If you need even more control then edit the _MMU_LOAD_SEQUENCE and _MMU_UNLOAD_SEQUENCE
# macros in mmu_sequence.cfg - but be careful!
#
# An MMU must have a known point at the end of the bowden from which it can precisely load the extruder. Generally this
# will either be the extruder extrance (which is controlled with settings above) or by homing to toolhead sensor. If
# you have toolhead sensor it is past the extruder gear and the driver needs to know the max distance (from end of
# bowden move) to attempt homing
#
toolhead_homing_max: 40 # Maximum distance to advance in order to attempt to home to defined homing endstop
# IMPORTANT: These next three settings are based on the physical dimensions of your toolhead
# Once a homing position is determined, Happy Hare needs to know the final move distance to the nozzle. There is only
# one correct value for your setup - use 'toolhead_ooze_reduction' (which corresponds to the residual filament left in
# your nozzle) to control excessive oozing on load. See doc for table of proposed values for common configurations.
#
# NOTE: If you have a toolhead sensor you can automate the calculation of these parameters! Read about the
# `MMU_CALIBRATE_TOOLHEAD` command (https://github.com/moggieuk/Happy-Hare/wiki/Blobbing-and-Stringing)
#
toolhead_extruder_to_nozzle: 72 # Distance from extruder gears (entrance) to nozzle
toolhead_sensor_to_nozzle: 62 # Distance from toolhead sensor to nozzle (ignored if not fitted)
toolhead_entry_to_extruder: 8 # Distance from extruder "entry" sensor to extruder gears (ignored if not fitted)
# TUNING: The is a tuning setting that represents how much residual filament is left behind in the nozzle when filament
# is removed, it is thus used to reduce the extruder loading length and prevent excessive ooze.
# It is important to tune this parameter and not the dimensions above which are shared by other logic. If using a wipetower
# and you experience blobs on it, increase this value (reduce the quantity of filament loaded). If you experience gaps,
# decrease this value. If gaps and already at 0 then perhaps the 'toolhead_extruder_to_nozzle' setting is incorrect.
# Also see 'toolchange_retract' for final in-print blob tuning.
#
# NOTE: If you have a toolhead sensor you can automate the calculation of this parameter! Read about the
# `MMU_CALIBRATE_TOOLHEAD` command (https://github.com/moggieuk/Happy-Hare/wiki/Blobbing-and-Stringing)
#
toolhead_ooze_reduction: 0 # Reduction in extruder loading length to fine tune ooze (default: 0mm)
# Distance added to the extruder unload movement to ensure filament is free of extruder. This adds some degree of tolerance
# to slightly incorrect configuration or extruder slippage. However don't use as an excuse for incorrect toolhead settings
#
toolhead_unload_safety_margin: 10 # Extra movement saftey margin (default: 10mm)
# If not synchronizing gear and extruder and you experience a "false" clog detection immediately after the tool change
# it might be because of a long bowden and/or large internal diameter that causes slack in the filament. This optional
# move will tighten the filament after a load
#
toolhead_post_load_tighten: 1 # 1 to enable, 0 disabled. Ignored if 'sync_to_extruder: 1'
# ADVANCED: Controls the detection of successful extruder load/unload movement and represents the fraction of allowable
# mismatch between actual movement and that seen by encoder. Setting to 100% tolerance effectively turns off checking.
# Some designs of extruder have a short move distance that may not be picked up by encoder and cause false errors. This
# allows masking of those errors. However the error often indicates that your extruder load speed is too high or the
# friction is too high on the filament and in that case masking the error is not a good idea. Try reducing friction
# and lowering speed first!
#
toolhead_move_error_tolerance: 60Here you set the name of the macro to call to perform the "tip forming". Happy Hare supplies both a traditional tip shaping macro (based on what Prusa/Super slicer did) as well as a tip cutting macro designed for toolhead based cutters like ERF (Filametrix). More details on slicer setup can be found here and in the setup of the individual macros.
# Tip forming -------------------------------------------------------------------------------------------------------------
#
# Tip forming responsibity is typically split between slicer (in-print) and standalone macro (not in-print). Whilst there is
# an option to choose for every toolchange, setting 'force_form_tip_standalone: 1' will always do the standalone sequence.
# Frankly it is usually recommended to disable tip forming in your slicer and to do exclusively in Happy Hare so tuning only
# has to be done in one place.
#
# When Happy Hare is asked to form a tip it will run the referenced macro. Two are reference examples are provided:
# _MMU_FORM_TIP .. default tip forming similar to popular slicers like Superslicer and Prusaslicer
# _MMU_CUT_TIP .. for Filametrix (ERCFv2) style toolhead filament cutting system
#
# Often it is useful to increase the current for the (generally) rapid movement to ensure high torque and no skipped steps
#
# If opting for slicer tip forming you must configure where the slicer leaves the filament in the extruder since there
# is no way to determine this. This can be ignored if all tip forming is performed by Happy Hare
#
force_form_tip_standalone: 0 # 0 = Default smart behavior, 1 = Always do standalone tip forming (TURN SLICER OFF!)
form_tip_macro: _MMU_FORM_TIP # Name of macro to call to perform the tip forming (or cutting) operation
extruder_form_tip_current: 100 # % of extruder current (100%-150%) to use when forming tip (100 to disable)
slicer_tip_park_pos: 0 # This specifies the position of filament in extruder after slicer tip forming moveNote
Setting force_form_tip_standalone: 1 will cause Happy Hare to always run the supplied tip shaping macro. If you set this then make sure you configure your slicer to not adding tip shaping logic of its own else tips will attempt to be created twice and knowledge of the filament position in the extruder may become inaccurate (see Tip Forming and Purging).
Tip-Forming-and-Purging
Happy Hare has the ability to synchronize various motors during printing operation and this section controls those options. Make sure you have understood the caution needed when sync_to_extruder: 1 is enabled.
# Synchronized gear/extruder movement --------------------------------------------------------------------------------------
#
# This controls whether the extruder and gear steppers are synchronized during printing operations
# If you normally run with maxed out gear stepper current consider reducing it with 'sync_gear_current'
# If equipped with TMC drivers the current of the gear and extruder motors can be controlled to optimize performance.
# This can be useful to control gear stepper temperature when printing with synchronized motor
#
sync_to_extruder: 0 # Gear motor is synchronized to extruder during print
sync_gear_current: 70 # % of gear_stepper current (10%-100%) to use when syncing with extruder during print
sync_form_tip: 0 # Synchronize during standalone tip formation (initial part of unload)
# Optionally it is possible to leverage feedback for a "compression/expansion" sensor in the bowden path from MMU to extruder
# to ensure that the two motors are kept in sync as viewed by the filament (the signal feedback state can be binary supplied
# by one or two switches: -1 (expanded) and 1 (compressed) of proportional value between -1.0 and 1.0
# Requires [mmu_sensors] setting
#
sync_feedback_enable: 0 # 0 = Turn off (even with fitted sensor), 1 = Turn on when printing
sync_multiplier_high: 1.05 # Maximum factor to apply to gear stepper `rotation_distance`
sync_multipler_low: 0.95 # Minimum factor to apply# Filament Management Options ----------------------------------------------------------------------------------------
#
# - Clog detection is available when encoder is fitted and it can detect when filament is not moving and pause the print
# - EndlessSpool feature allows detection of runout on one spool and the automatic mapping of tool to an alternative
# gate (spool). Set to '1', this feature requires clog detection or gate sensor or pre-gate sensors. EndlessSpool
# functionality can optionally be extended to attempt to load an empty gate with 'endless_spool_on_load'. It can
# also be configured to eject filament remains to a designated gate rather than defaulting to current gate. A custom
# gate will disable pre-gate runout detection for EndlessSpool because filament end must completely pass through the
# gate for selector to move
#
enable_clog_detection: 2 # 0 = disable, 1 = static length clog detection, 2 = automatic length clog detection
enable_endless_spool: 1 # 0 = disable, 1 = enable endless spool
endless_spool_on_load: 0 # 0 = don't apply endless spool on load, 1 = run endless spool if gate is empty
endless_spool_final_eject: 50 # Extra unload distance on runout to prevent accidental reload
endless_spool_eject_gate: -1 # Which gate to eject the filament remains. -1 = current gate
#endless_spool_groups: # Default EndlessSpool groups (see later in file)
#
# Spoolman support requires you to correctly enable spoolman with moonraker first. If enabled, the gate SpoolId will
# be used to load filament details and color from the spoolman database and Happy Hare will activate/deactivate
# spools as they are used. The enabled variation allows for either the local map or the spoolman map to be the
# source of truth as well as just fetching filament attributes. See this table for explanation:
#
# | Activate/ | Fetch filament attributes | Filament gate | Filament gate |
# spoolman_support | Deactivate | attributes from spoolman | assignment shown | assignment pulled |
# | spool? | based on spool_id? | in spoolman db? | from spoolman db? |
# -----------------+------------+---------------------------+------------------+-------------------+
# off | no | no | no | no |
# readonly | yes | yes | no | no |
# push | yes | yes | yes | no |
# pull | yes | yes | yes | yes |
#
spoolman_support: off # off = disabled, push = local gate map is source of truth, pull = spoolman is
pending_spool_id_timeout: 20 # Seconds after which this pending spool_id (set with rfid) is voided
#
# Mainsail/Fluid can visualize the color of filaments next to the extruder/tool selector. The color dynamicall
# shown here can be customized to your choice:
# slicer - Color from slicer tool map (what the slicer expects)
# allgates - Color from all the tools in the gate map after running through the TTG map
# gatemap - As per gatemap but hide empty tools
#
# Note: Happy Hare will also add the 'spool_id' variable to the Tx macro if spoolman is enabled
#
t_macro_color: slicer # 'slicer' = default | 'allgates' = mmu | 'gatemap' = mmu without empty gates
#
enable_clog_detection: 2 # 0 = disable, 1 = static length clog detection, 2 = automatic length clog detection
enable_endless_spool: 1 # 0 = disable, 1 = enable endless spool
endless_spool_on_load: 0 # 0 = don't apply endless spool on load, 1 = run endless spool if gate is empty
endless_spool_final_eject: 50 # Extra unload distance on runout to prevent accidental reload
endless_spool_eject_gate: -1 # Which gate to eject the filament remains. -1 = current gate
enable_spoolman: 0 # 0 = disabled, 1 = enable spoolman support, 2 = enable spoolman and use remote mmu_gate_map
#endless_spool_groups: 1,1,1,1,2,2,2,2 # Default EndlessSpool groups after resetNote
Default EndlessSpool groups can be pre-configured by setting the endless_spool_groups parameter to an array specifying the group for each gate. See the doc towards the end of this page for more details
Clog detection and EndlessSpool feature is well documented here.
If you want the tool change statistics can be reported on every toolchange or just at the end of a print. Separate statistics exist for all time (until reset) as well as the last print. There and many formatting options.
# Print Statistics ---------------------------------------------------------------------------------------------------
#
# These parameters determine how print statistic data is shown in the console. This table shows a lot of data, and
# probably more than you'd want to see. Below you can enable/disable options to your needs.
#
# +-----------+---------------------+----------------------+----------+
# | 114(46) | unloading | loading | complete |
# | swaps | pre | - | post | pre | - | post | swap |
# +-----------+------+-------+------+------+-------+-------+----------+
# | all time | 0:07 | 47:19 | 0:00 | 0:01 | 37:11 | 33:39 | 2:00:38 |
# | - avg | 0:00 | 0:24 | 0:00 | 0:00 | 0:19 | 0:17 | 1:03 |
# | this job | 0:00 | 10:27 | 0:00 | 0:00 | 8:29 | 8:30 | 28:02 |
# | - avg | 0:00 | 0:13 | 0:00 | 0:00 | 0:11 | 0:11 | 0:36 |
# | last | 0:00 | 0:12 | 0:00 | 0:00 | 0:10 | 0:14 | 0:39 |
# +-----------+------+-------+------+------+-------+-------+----------+
# Note: Only formats correctly on Python3
#
# Comma separated list of desired columns
# Options: pre_unload, unload, post_unload, pre_load, load, post_load, total
console_stat_columns: pre_unload, unload, post_unload, pre_load, load, post_load, total
# Comma seperated list of rows. The order determines the order in which they're shown.
# Options: total, total_average, job, job_average, last
console_stat_rows: total, total_average, job, job_average, last
# How you'd want to see the state of the gates and how they're performing
# string - poor, good, perfect, etc..
# percentage - rate of success
# emoticon - fun sad to happy faces (python3 only)
console_gate_stat: emoticon
# Always display the full statistics table
console_always_output_full: 1 # 1 = Show full table, 0 = Only show totals out of printThis section contains an eclectic set of remaining options. Ask on discord if any aren't clear, however a couple warrant further explantion:
default_extruder_temp - This is the default temperature for performing swaps and tip forming when outside of a print. It's also a fallback in the event that your printer tries to print with an unsafe temperature after a pause. When printing, the slicer will be responsible for setting the temperature. You may want to set this to a middleground temperature that works "well enough" with the full range of filaments you regularly print.
extruder_temp_variance - When waiting for extruder to get to temperature this is the permissible range: desired +/- extruder_temp_variance.
slicer_tip_park_pos - If you use the default slicer tip shaping logic then it will leave the filament at a particular place in the extruder. Unfortunately Happy Hare has no way to detect this like it can when it takes care of tip shaping. This parameter usually exists in the slicer and setting it will pass on to Happy Hare for more efficient subsequent unloading.
autotune_bowden_length - will tune the bowden length for gates based on telemetry from successful loads/unloads. Note which gates can be tuned is dependent of MMU type.
autotune_rotation_distance - will tune the rotation distance for filament drive gears over time base of telemetry from successful loads/unloads. Note which gates can be tuned is dependent of MMU type.
strict_filament_recovery - Occassionaly Happy Hare will be forced to try to figure our where the filament is. It employs various mechanisms to achive this depending on the capability of the MMU. Some of this steps are invasive (e.g. warming the extruder when it is cold) and are therefore skipped by default. Enabling this option will force extra detection steps.
retry_tool_change_on_error - This setting defaults to off (0) because it can hide problems with your MMU, however, if enabled (1) it will cause Happy Hare to automatically retry a failed tool change but performing the equivalent commands as MMU_RECOVER + Tx. It is useful for long prints to minimize "baby-sitting" false failures.
print_start_detection - Default is 1 which will cause Happy Hare to correctly initialize the MMU on print start and finalize on print end. Set to 0 if you wish to include _MMU_PRINT_START and _MMU_PRINT_END directly in your own print start/end macros.
timeout_pause: 540 # Idle time out (printer shutsdown) in seconds used when in MMU pause state
disable_heater: 60 # Delay in seconds after which the hotend heater is disabled in the MMU_PAUSE state
default_extruder_temp: 200 # Default temperature for performing swaps and forming tips when not in print (overriden by gate map)
extruder_temp_variance: 2 # When waiting for extruder temperature this is the +/- permissible variance in degrees (>= 1)
#
# These are auto calibration/tuning settings. Once the gear rotation_distance and encoder are calibrated, enabling these options
# will lessen the initial calibration and will automatically tune bowden length and individual gate rotation_distance differences.
# Note: What can be tuned is based on "variable_rotation_distance" and "variable_bowden_lengths" settings in mmu_hardware.cfg
# E.g. with fixed bowden and multiple BMG gears and encoder like the ERCF, the bowden length is tuned on gate#0 and
# rotation_distance (MMU_CALIBRATE_GATE) is tuned for other gates.
#
autotune_bowden_length: 1 # Automated bowden length calibration/tuning. 1=automatic, 0=manual/off
autotune_rotation_distance: 1 # Automated gate calibration/tuning (requires encoder). 1=automatic, 0=manual/off
#
# Other workflow options
#
startup_home_if_unloaded: 0 # 1 = force homing of selector on startup if unloaded, 0 = do nothing
startup_reset_ttg_map: 0 # 1 = reset TTG map on startup, 0 = do nothing
show_error_dialog: 0 # 1 = show pop-up dialog in addition to console message, 0 = show error in console
preload_attempts: 5 # How many "grabbing" attempts are made to pick up the filament with preload feature
strict_filament_recovery: 0 # If enabled with MMU with toolhead sensor, this will cause filament position recovery to
# perform extra moves to look for filament trapped in the space after extruder but before sensor
filament_recovery_on_pause: 1 # 1 = Run a quick check to determine current filament position on pause/error, 0 = disable
retry_tool_change_on_error: 1 # Whether to automatically retry a failed tool change. If enabled Happy Hare will perform
# the equivalent of 'MMU_RECOVER' + 'Tx' commands which usually is all that is necessary
# to recover. Note that enabling this can mask problems with your MMU
bypass_autoload: 1 # If entruder sensor fitted this controls the automatic loading of extruder for bypass operation
#
# Advanced options. Don't mess unless you fully understand. Read documentation.
#
encoder_move_validation: 1 # ADVANCED: 1 = Normally Encoder validates move distances are within given tolerance
# 0 = Validation is disabled (eliminates slight pause between moves but less safe)
print_start_detection: 1 # ADVANCED: Enabled for Happy Hare to automatically detect start and end of print and call
# ADVANCED: MMU_START_PRINT and MMU_END_PRINT automatically. Harmles to leave enabled but can disable
# if you think it is causing problems and known START/END is covered in your macros
extruder: extruder # ADVANCED: Name of the toolhead extruder that MMU is using
gcode_load_sequence: 0 # VERY ADVANCED: Gcode loading sequence 1=enabled, 0=internal logic (default)
gcode_unload_sequence: 0 # VERY ADVANCED: Gcode unloading sequence, 1=enabled, 0=internal logic (default)
homing_extruder: 1 # CAUTION: Normally this should be 1. 0 will disable the homing extruder capabilityThis section contains a list of overrides for macros that Happy Hare calls internally. You can replace these with macros of your own names and is preferred to editing the shipped defaults. The reason is that the defaults may be overwritten on updates to Happy Hare. You can also use the Klipper convention of rename_existing but be sure to include in your own .cfg file.
All of the load/unload sequence macros are well explained here. It is unlikely that you would want to change the pause_macro which is called on MMU error, but some community cited reasons include:
- You are using a sparse purge tower and you want Happy Hare errors to park above your purge tower as to not hit any models that are between your tower and normal pause location
- You want to additionally call a macro that sends a push notification on filament swap error
- You want to set additional static arguments to either the default pause macro or your own macro IMPORTANT: Whatever macro you call must ultimately leave the printer in a paused state
# ADVANCED: MMU macro overrides --- ONLY SET IF YOU'RE COMFORTABLE WITH KLIPPER MACROS -----------------------------------
#
# 'pause_macro' defines what macro to call on MMU error (must put printer in paused state)
# Other macros are detailed in 'mmu_sequence.cfg'
#
pause_macro: PAUSE
pre_unload_macro: _MMU_PRE_UNLOAD # Called before starting the unload
post_form_tip_macro: _MMU_POST_FORM_TIP # Called immediately after tip forming
post_unload_macro: _MMU_POST_UNLOAD # Called after unload completes
pre_load_macro: _MMU_PRE_LOAD # Called before starting the load
post_load_macro: _MMU_POST_LOAD # Called after the load is complete
unload_sequence_macro: _MMU_UNLOAD_SEQUENCE # VERY ADVANCED: Optionally called based on 'gcode_unload_sequence'
load_sequence_macro: _MMU_LOAD_SEQUENCE # VERY ADVANCED: Optionally called based on 'gcode_load_sequence'This final section is commented out because it is not generally needed. It retains abilities that existed in earlier versions of Happy Hare which may still be useful in some specific cases. Normally when reset Happy Hare will default to empty or simple values for these settings. However, you can define the default here so that after a MMU reset has been performed they will be the starting values perhaps saving some additional configuration. E.g. if you always have specific filament spools loaded on a particular gate (I always have ABS black on gate #8 for example) you can define that here by setting the starting gate_material and gate_color arrays. Read Tool and Gate for more details.
Note
Happy Hare will report error if these arrays are not the same length as the configured number of gates.
Happy Hare has advanced features like: 1. Managing a tool to gate mapping so you can remap incorrectly spools or map all tools to one gate for mono color prints! 2. Remembering the state of (presence) of filament in each gate 3. The filament material loaded in each gate 4. The filament color in each gate 5. Grouping gates (spools) into Endless Spool groups
Typically these will be set dynamically over time and automatically saved to 'mmu_vars.cfg'. When you power up your MMU these values are loaded. However, if you explicity reset your MMU state through one of the many reset commands, these values will be restored to a default. The system default values are typically empty or in the case of TTG map, 1:1 mapping of Tx to Gate #x, or no Endless Spool groups. However you have the option to define starting values here.
Important
The arrays of values must be the same length as the number of gates on your MMU otherwise they will be rejected.
This group of settings collectively form the default gate map which can be updated with the MMU_GATE_MAP command or similar commands that determine gate status. They must all be the same length at the number of gates (0 .. n). Note that these are the defaults and will be overriden by saved values in mmu_vars.cfg
-
gate_material- Similarly this specifies the material type present in the gate. If not specified or commented out the name will be emptyMMU_GATE_MAPis used to adjust and persist during use -
gate_color- Similarly this specifies the color of the filament in each gate. If not specified or commented out the color will be default Color can be w3c color name or RRGGBB (no leading #)MMU_GATE_MAPis used to adjust and persist during use -
gate_spool_id- If spoolman is active, you can here define the gate to spoolId mapping. This would typically be kept up-to-date with theMMU_GATE_MAP GATE=... SPOOLID=...command and refreshed withMMU_GATE_MAP REFRESH=1 -
gate_status- Whether gate has filament available (2=available from buffer, 1=available from spool, 0=empty). If not specified or commented out the system default of all gates in an unknown state will be assumedMMU_GATE_MAPis used to adjust and persist during use -
tool_to_gate_map- The default mapping for tool to gate. If not specified out the default mapping will be "Tx = Gate #x".MMU_RESET_TTG_MAPwill revert current map to these default values.MMU_REMAP_TTGwill modify and persist during use. -
endless_spool_groups- If endless spool is turned on, this will define the default EndlessSpool groups mapping with one entry for each gate in your MMU. When filament runs out on a gate, it will switch to the next gate with the same group number for example, if set to1, 2, 3, 1, 2, 3, 1, 2, 3on a 9 cart MMU, and a runout occurs on gate #0 (in group 1) the MMU will switch to using gate #3 and then gate #6 automatically remapping the tool as it goes. Note that this will be overriden by a saved value in mmu_vars.cfg, if modified withMMU_ENDLESS_SPOOL_GROUPScommand
For completeness and primarily for historical reasons rather than usefulness, the default position of each gate on the selector and the optional bypass position can be specified. These would only ever be used if 'mmu_vars.cfg' was deleted
#selector_offsets: 3.2, 24.2, 45.2, 71.3, 92.3, 113.3, 141.6, 162.6, 183.6
#selector_bypass: 123.4 # Set to your measured bypass position, 0 to disable
# ADVANCED: See documentation for use of these ---------------------------------------------------------------------------
#
# Gate: 0 1 2 3 4 5 6 7 8
#gate_material: PLA, ABS, ABS, ABS+, PLA, PLA, PETG, ABS, ABS
#gate_color: red, black, yellow, green, blue, indigo, ffffff, back, black
#gate_spool_id: 3, 2, 1, 4, 5, 6, 7, 8, 9
#gate_status: 1, 0, 1, 2, 2, -1, -1, 0, 1
#endless_spool_groups: 0, 1, 2, 1, 0, 0, 3, 4, 1
#
# Tool: T0 T1 T2 T3 T4 T5 T6 T7 T8
#tool_to_gate_map: 0, 1, 2, 3, 4, 5, 6, 7, 8When mmu_vendor and mmu_version are set, Happy Hare will use the correct CAD dimensions to aid setup. Typically this is used for calibration and to apply sensible limits. If you are not using one of those standard MMUs or have heavily customized your setup you can set or override settings by uncommenting the appropriate line and setting a suitable value.
# ADVANCED/CUSTOM MMU: See documentation for use of these ----------------------------------------------------------------
#
# Normally all these settings are set based on your choice of 'mmu_vendor' and 'mmu_version', but they can be overridden.
# If you have selected a vendor of "Other" you must set these else you will get arbitary ERCFv1.1 defaults.
#
#cad_gate0_pos: 4.2 # Approximate distance from endstop to first gate. Used for rough calibration only
#cad_gate_width: 21.0 # Width of each gate
#cad_bypass_offset: 0 # Distance from limit of travel back to the bypass (ERCF v2.0)
#cad_last_gate_offset: 2.0 # Distance from limit of travel back to last gate
#cad_selector_tolerance: 10.0 # How much extra selector movement to allow
#
#encoder_default_resolution: 0.676 # Approximate resolution(mm) of a single encoder "count". Not used for measurement- Hardware Configuration
- Happy Hare Parameters
- Macro Configuration